
Top 6 CNC Tool Shank Types
Based on design shape and performance characteristics, below are six common CNC tool shank types, each tailored for specific machining needs:
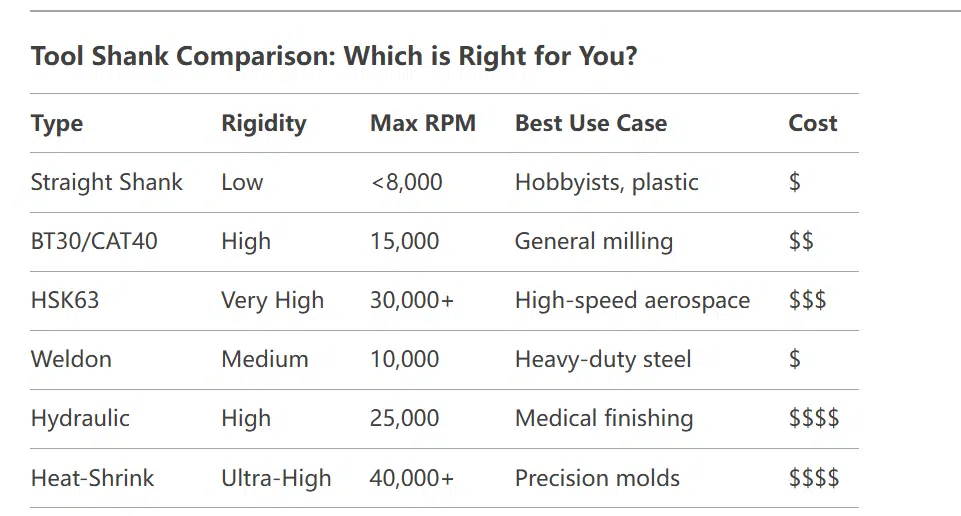
1. Straight Shank
Design: Featuring no taper for simplicity.
Ideal for: drilling in soft materials such as wood or plastic.
Pros & Cons: While highly affordable, this shank lacks rigidity, making it unsuitable for heavy-duty applications.
2. BT/CAT Tapered Shank (7:24 Taper)
Design: Characterized by a steep 7:24 taper angle (e.g., BT30, CAT40).
Widely used for general milling in steel or aluminum.
Pros & Cons: Although excellent for high-torque operations, its design limits spindle speeds to under 15,000 RPM.
3. HSK Shank (1:10 Taper)
Design: Incorporates a hollow, dual-contact taper (e.g., HSK63) for precision.
Best For: Optimized for high-speed machining exceeding 30,000 RPM.
Pros & Cons: While it ensures near-zero vibration, this type requires specialized HSK-compatible spindles.
4. Weldon Shank
Design: Recognizable by flat notches for secure set screw fastening.
Best For: Primarily suited for heavy roughing in tough materials like steel or titanium.
Pros & Cons: Despite its budget-friendly nature, minor runout can occur during operation.
5. Hydraulic Shank
Design: Utilizes hydraulic pressure for tool clamping.
Best For: Perfect for achieving mirror finishes in precision industries like medical manufacturing.
Pros & Cons: While offering unparalleled grip consistency, its advanced mechanism comes at a higher cost.
6. Heat-Shrink Shank
Design: Relies on thermal expansion for ultra-tight tool holding.
Best For: Designed for micro-machining at extreme speeds (40,000+ RPM).
Pros & Cons: Though exceptionally stable, the heating/cooling process slows down tool changes.
HSK Vacuum Tool Shanks (1:10 Taper) Types and Differences
The HSK system, characterized by its 1:10 taper, is designed to overcome the limitations of the 7:24 taper system.
The German standard DIN 69873 defines HSK-A, HSK-E (automatic), and HSK-C (manual) as the most common types.
Key Differences Between HSK Types:
HSK-A vs HSK-E:
- HSK-A offers high torque for heavy cutting but may have balance issues due to its transmission groove.
- HSK-E Lacks a transmission groove, it’s ideal for lighter cutting and high-speed work.
HSK-E vs HSK-F:
- HSK-E and HSK-F share a similar mechanism but differ in taper size.
- HSK-F’s smaller taper enables higher rotation speeds with smaller spindle bearings compared to HSK-E.

Advantages of HSK System:
7:24 universal shanks fit spindles but limit high-speed machining, rigidity, and overlap accuracy.
HSK vacuum tool holders use elastic deformation for better contact and performance in high-speed machining, rigidity, and accuracy.