

2. Sink Marks
Defect Breakdown: Surface depressions in thick sections (e.g., ribs, bosses). Sink marks typically occurring in areas with uneven wall thickness.
Key Causes:
• Primarily, uneven cooling between thick and thin areas creates internal voids.
• Additionally, insufficient packing pressure or time fails to compensate for shrinkage.
• Furthermore, high melt temperature causes excessive volumetric shrinkage during cooling
Mold Solutions:
• To address this, core-out thick sections while maintaining ≥2/3 original thickness.
• For uniform cooling, use conformal cooling channels that follow part contours
• Specifically, to reduce sink marks in plastic parts, focus on rib /bosses design (rib thickness ≤60% of wall thickness)
• Additionally, ensure proper venting at the parting surface to release trapped gases
Process Optimization:
• First, extend holding pressure time by 20–30% to pack more material into thick sections.
• Next, optimize cooling time using mold temperature sensors for precise control.
• Then, adjust mold temperatures across all zones for balanced cooling

Troubleshooting Checklist for Sink Marks:
✔ Check packing pressure: Increase by 5–10% if needed
✔ Verify cooling time: Extend in 5-second increments
✔ Inspect rib thickness: Should be ≤60% of wall thickness
✔ Monitor mold temperatures: Ensure uniform distribution
✔ Evaluate melt temperature: Reduce if shrinkage is excessive
3. Gloss/Flow Marks
Issue Explanation: Shiny streaks or wavy patterns near gates. These surface defects occur when flow fronts meet at different temperatures.
Root Cause:
• Turbulent flow from high injection speed.
• Cold mold surfaces solidify resin prematurely.
• When flow fronts meet, incomplete bonding creates visible lines
• For defects like jetting, consider increasing injection speed gradually while monitoring flow patterns
Solutions To Mold:
• Apply matte texture (VDI 18–24) to disguise marks.
• Use submarine gates to reduce jetting.
• Polish the mold cavity to improve flow characteristics
Optimization To Process:
• Lower injection speed by 15–25% in first-stage filling.
• Adjust injection speed and pressure to maintain laminar flow
• Raise mold temperatures to prevent premature solidification

5. Flash (Burrs)
Feature Analysis: Excess plastic at mold parting lines. Specifically, flash occurs when material escapes the mold cavity along the parting surface during ejection.
Key Causes:
• The most common cause is worn mold components or misalignment.
• Additionally, excessive injection pressure overpowers the available clamp force.
• Another contributing factor is a damaged parting surface that allows material escape
Tooling Fixes:
• Replace worn mold components (e.g., inserts, slides).
• Add shear edges to parting lines (0.5–1mm wide).
• Repair or regrind the parting surface to ensure proper sealing
Parameter Changes:
• Calculate required clamp force: Projected area (cm²) × Material pressure (ton/cm²).
• Reduce the injection pressure, material temperature, holding time, and the holding pressure
• Adjust injection speed and pressure to stay within clamp capacity

6. Warping/Deformed Parts
Feature Analysis: Bent or twisted parts due to residual stress or long parts. This defect typically occurrs in parts with varying wall thickness or long flow paths.
Root Causes:
• Non-uniform cooling rates between thick and thin sections create internal stress.
• Premature ejection while parts are still soft allows deformation.
• Furthermore, excessive melt temperature creates high residual stress during cooling
Tooling Fixes:
• Use asymmetric cooling channels for balanced heat removal.
• Add ejector sleeves under high-stress areas.
• Optimize mold cavity design for uniform wall thickness
Process Refinement:
• Gradually cool mold: Start at 60°C, reduce by 10°C every 15 sec.
• Adjust cooling time to ensure complete solidification
• Monitor mold temperatures across all zones

7. Air Traps (Voids)
Description: Bubbles in transparent parts like PC or PMMA. Essentially, air traps occur when gas cannot escape the mold cavity during filling the mold.
Primary Factors:
• Poor venting at end-of-fill zones.
• Moisture in hygroscopic resins (e.g., nylon, PET).
• Insufficient vent depth on the parting surface
Mold Repair:
• Add vacuum-assisted venting systems.
• Polish runners to eliminate flow hesitation.
• Increase venting along the parting line and parting surface
Production Adjustments:
• Dry resins: Nylon (80°C/4hr), PC (120°C/4hr).
• Increase mold temperature, reduce injection speed and pressure.
• Adjust injection speed and pressure to allow gas escape

8. Burn Marks
Defect Breakdown: Black/discolored streaks near vents or thick sections. Burn marks are caused by trapped air compressing and igniting during filling the mold.
Primary Factors:
• Overheated resin due to excessive shear or trapped air.
• Poor venting at the parting surface
• High injection speed and pressure causing air compression
Mold Repair:
• Similarly, widen vents to 0.03–0.05mm for trapped gas escape.
• Avoid sharp corners in runner systems.
• Clean vent channels on the parting surface regularly.
Production Adjustments:
• Reduce screw rotation speed by 20–30%.
• Reduce injection speed in final filling stage
• Lower melt temperature to prevent degradation

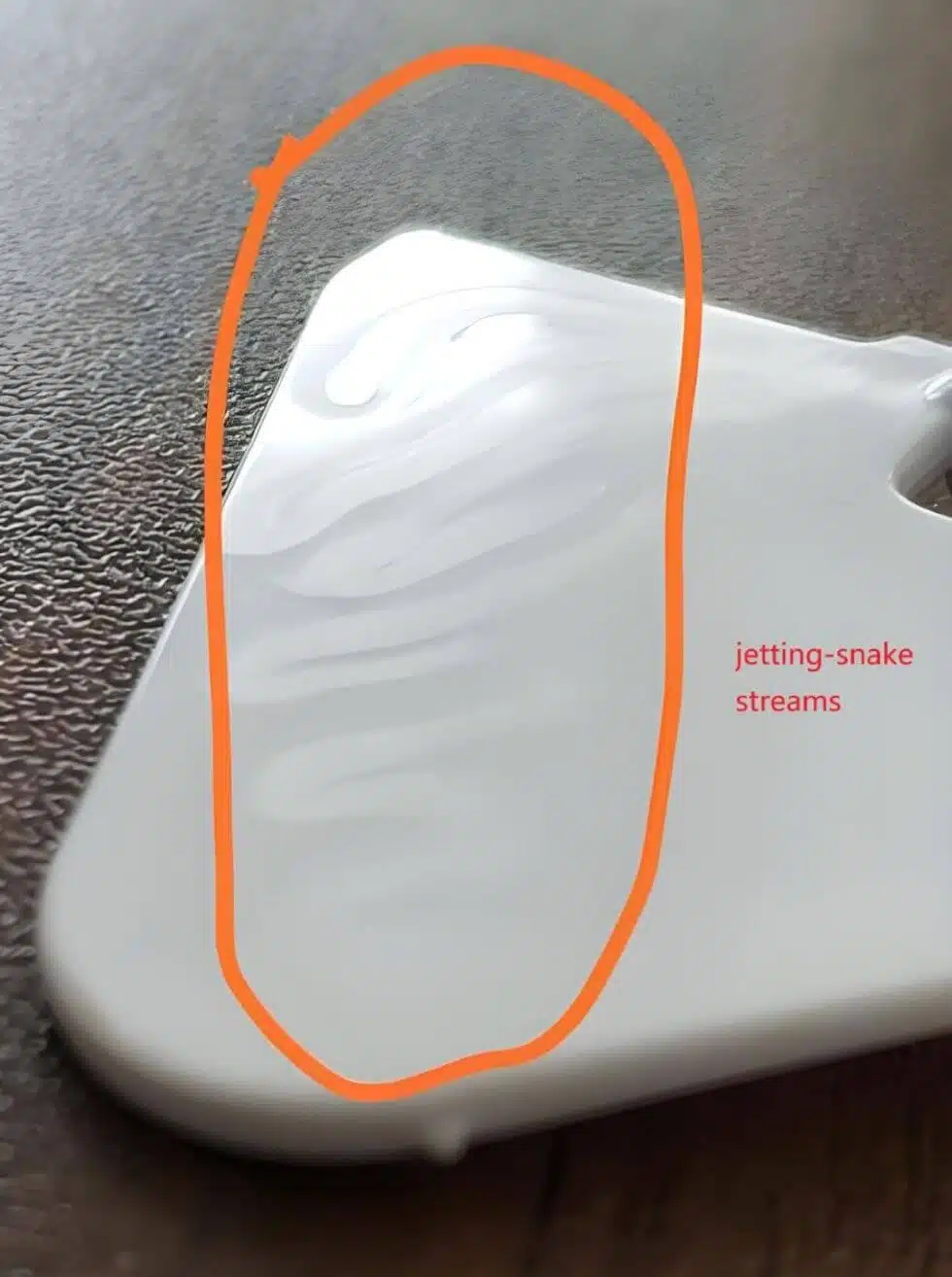
9. Jetting
Feature Analysis: Snake-like resin streams causing weak spots. Jetting occurs when material enters the mold cavity at high speed without contacting the walls.
Core Issues:
• High-speed resin injection through small gates.
• Mold cavity should be properly vented to prevent air traps
• Low melt temperature causing thick flow fronts
Tool Revisions:
• Switch to fan or tab gates to disperse flow.
• Relocate gate to direct flow against cavity wall
• Polish the mold cavity to reduce friction
Operational Tweaks:
• For instance, use a 2-stage injection profile: Slow initial fill, then fast.
• Adjust injection speed and pressure to promote wall contact.
• Increase injection speed gradually after initial filling
10. Splay Marks (Silver Streaks)
Defect Diagnosis: Silvery traces from moisture or degradation. These defects compromise quality injection molded parts.
Operational Tweaks:
• Dry resins: ABS (80°C/2hr), PET (150°C/4hr).
• Reduce melt temperature by 10–20°C.
• Adjust injection speed and pressure to minimize shear
11. Ejector Pin Marks
Overview: Stress whitening or surface damage. This issue is typically occurs when ejection force exceeds material strength.
Die Modifications:
• Increase ejector pin diameter by 10–15%.
• Use ejector sleeves for fragile parts.
• Make sure mold cavity surface for easier release
12. Delamination
Visual Identification: Flaking surface layers. Delamination prevents producing quality injection molded parts.
Critical Factors:
• Contaminated or incompatible materials.
• Excessive mold release agents.
• Low melt temperature causing poor layer bonding
Fixes:
• Purge barrels thoroughly between material changes.
• Clean mold cavity to remove release agent buildup
